

General
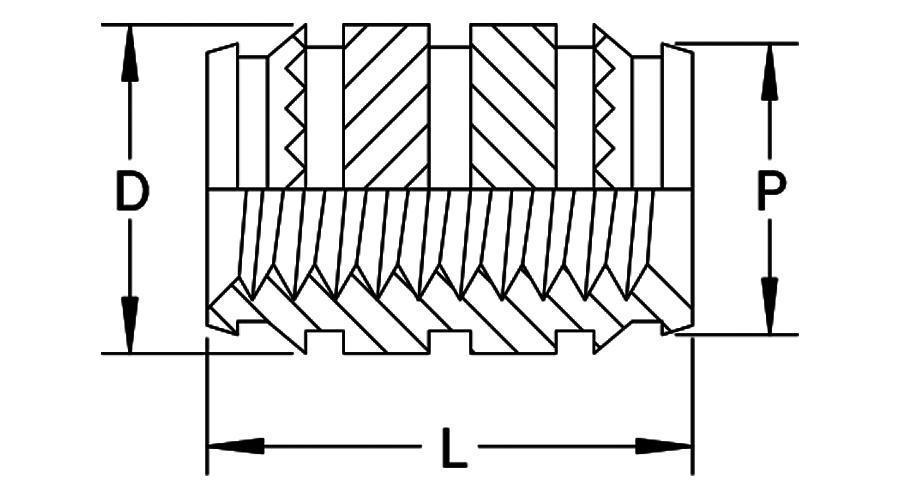
| Insert Thread | Insert Thread Code | Boss | D Insert Diameter | P Pilot Diameter | |
| B Hole Dia. +0.10 -0.00 | W Wall Thickness Min. | ||||
| M2 x 0.4 | M2 | 3.20 | 1.30 | 3.50 | 3.10 |
| M2.5 x 0.45 | M2.5 | 4.00 | 1.60 | 4.40 | 3.90 |
| M3 x 0.5 | M3 | 4.00 | 1.60 | 4.40 | 3.90 |
| M3.5 x 0.6 | M3.5 | 4.80 | 1.80 | 5.20 | 4.70 |
| M4 x 0.7 | M4 | 5.60 | 2.10 | 6.10 | 5.50 |
| M5 x 0.8 | M5 | 6.40 | 2.60 | 6.80 | 6.30 |
| M6 x 1.0 | M6 | 8.00 | 3.30 | 8.50 | 7.90 |
| M8 x 1.25 | M8 | 9.60 | 4.50 | 10.00 | 9.50 |
| M10 x 1.5 | M10 | 11.90 | 6.00 | 12.30 | 11.80 |
| M12 x 1.75 | M12 | 16.00 | 8.00 | 16.30 | 15.80 |
Insert Length
| Insert Thread | L Insert Length | Insert Length Code |
| M2 x 0.4 | 3.00 | 3.00 |
| 3.942 | 3.94 | |
| M2.5 x 0.45 | 4.00 | 4.00 |
| 5.692 | 5.69 | |
| M3 x 0.5 | 4.00 | 4.00 |
| 4.80 | 4.80 | |
| 5.692 | 5.69 | |
| M3.5 x 0.6 | 5.00 | 5.00 |
| 7.092 | 7.09 | |
| M4 x 0.7 | 4.00 | 4.00 |
| 4.80 | 4.80 | |
| 5.80 | 5.80 | |
| 8.102 | 8.10 | |
| M5 x 0.8 | 5.80 | 5.80 |
| 9.472 | 9.47 | |
| M6 x 1.0 | 6.80 | 6.80 |
| 9.50 | 9.50 | |
| 12.652 | 12.65 | |
| M8 x 1.25 | 12.652 | 12.65 |
| M10 x 1.5 | 12.652 | 12.65 |
| M12 x 1.75 | 15.882 | 15.88 |
- All dimensions are in millimeters and reference unless toleranced.
- Preferred insert length.
- Custom insert lengths available by request.
Stud Thread
| Stud Thread | Stud Thread Code | D Insert Diameter | S – Stud Length | |||||||||
| 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | 25.00 | |||
| Stud Length Code | ||||||||||||
| M2 x 0.4 | M2 | 3.50 | 5.00 | 6.00 | 8.00 | — | — | — | — | — | — | — |
| M2.5 x 0.45 | M2.5 | 4.40 | 5.00 | 6.00 | 8.00 | 10.00 | — | — | — | — | — | — |
| M3 x 0.5 | M3 | 4.40 | 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | — | — | — | — | — |
| M3.5 x 0.6 | M3.5 | 5.20 | 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | — | — | — | — |
| M4 x 0.7 | M4 | 6.10 | 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | — | — | — |
| M5 x 0.8 | M5 | 6.80 | 5.00 | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | — |
| M6 x 1.0 | M6 | 8.50 | — | 6.00 | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | 25.00 |
| M8 x 1.25 | M8 | 10.00 | — | — | 8.00 | 10.00 | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | 25.00 |
| M10 x 1.5 | M10 | 12.30 | — | — | — | 10.00 | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | 25.00 |
| M12 x 1.75 | M12 | 16.30 | — | — | — | — | 12.00 | 14.00 | 16.00 | 18.00 | 20.00 | 25.00 |
Boss Design Recommendation
The TWZ Twin Zert is designed to be installed into a straight molded hole with a 0.5° inclusive taper. The top of the hole should not be countersunk or counterbored as this will decrease the insert’s performance. The recommended hole size applies at the point reached by the bottom of the insert. Molded holes should be used wherever possible as drilled holes may result in diminished performance. Minimum boss wall thicknesses shown are for reference and may vary depending on the type of plastic.