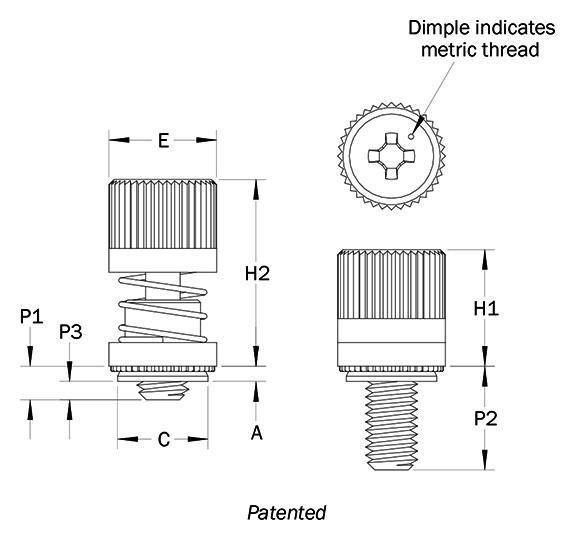
CNA Narrow Self-Clinching Metric Captive Screws
- Narrow design for limited space applications.
- New contemporary appearance.
- Wide variety of drive and installation types, screw threads and lengths.
- Choice of RoHS-compliant materials and finishes.

We are still the same team, and customers can expect the same products and customer service they’ve come to rely on, but now also have access to the expanded products and services offered by PENCOM.
We are still the same team, and customers can expect the same products and customer service they’ve come to rely on, but now also have access to the expanded products and services offered by PENCOM.