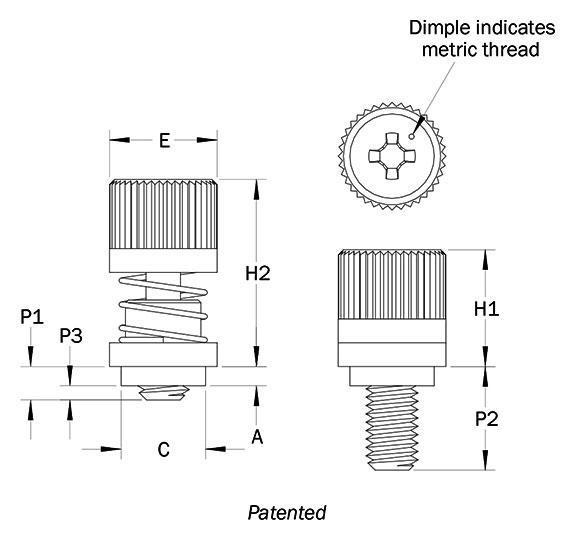
CNC Narrow Flare-In Metric Captive Screws
- Narrow design for limited space applications.
- New contemporary appearance.
- Require low installation forces and are popular choices for painted sheets and close-to-edge applications.
- Choice of RoHS-compliant materials and finishes.