

Geral
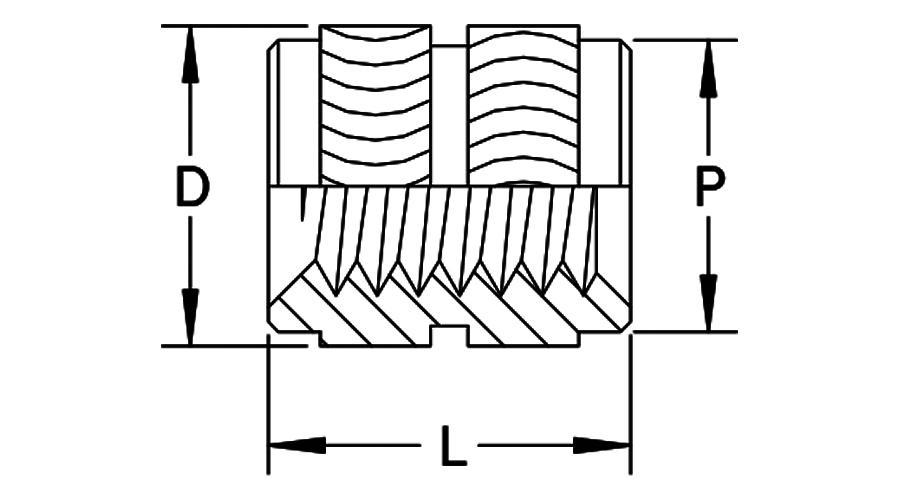
| Rosca do inserto | Código da rosca do inserto | Comprimento L do inserto | Código do comprimento do inserto | Saliência | Espessura da cabeça A | Diâmetro da cabeça C | Diâmetro do inserto D | Diâmetro piloto P | |
| Diâmetro do furo B +0,10 –0,00 | Espessura mínima da parede W | ||||||||
| M2 x 0,4 | M2 | 3,90 | 3,90 | 3,20 | 1,40 | 0,51 | 4,80 | 3,50 | 3,10 |
| M2.5 x 0,45 | M2.5 | 5,80 | 5,80 | 4,00 | 1,80 | 0,58 | 5,50 | 4,40 | 3,90 |
| M3 x 0.5 | M3 | 5,80 | 5,80 | 4,00 | 1,80 | 0,58 | 5,50 | 4,40 | 3,90 |
| M3.5 x 0,6 | M3.5 | 7,10 | 7,10 | 4,80 | 2,10 | 0,74 | 6,40 | 5,20 | 4,70 |
| M4 x 0,7 | M4 | 8,10 | 8,10 | 5,60 | 2,40 | 0,89 | 7,10 | 6,10 | 5,50 |
| M5 x 0,8 | M5 | 9,50 | 9,50 | 6,40 | 2,80 | 1,07 | 7,90 | 6,90 | 6,30 |
| M6 x 1,0 | M6 | 12,70 | 12,70 | 8,00 | 3,60 | 1,32 | 9,50 | 8,50 | 7,90 |
| M8 x 1,25 | M8 | 12,70 | 12,70 | 9,60 | 5,00 | 1,32 | 11,10 | 10,00 | 9,50 |