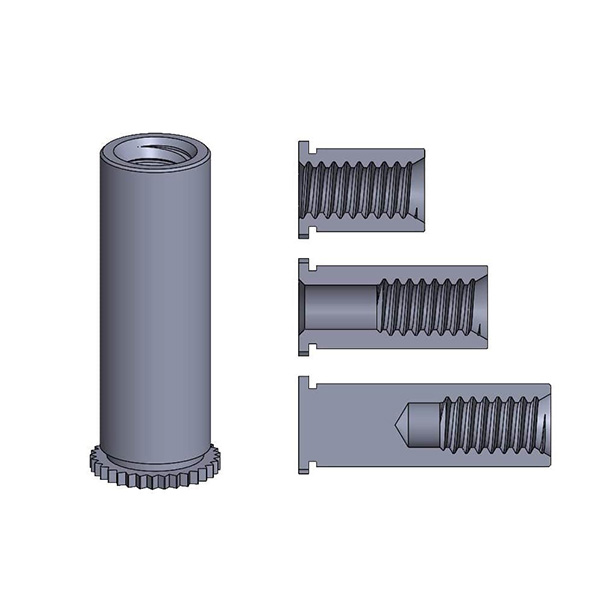
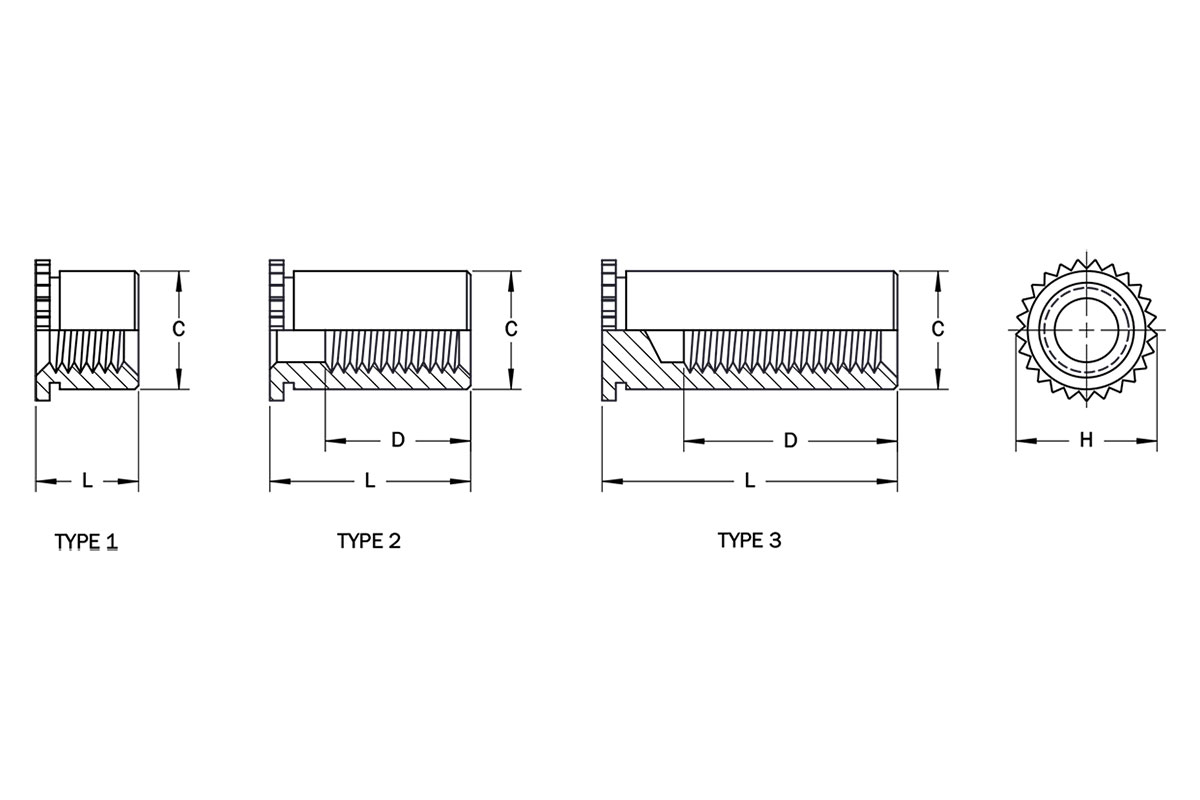
General
| Thread | Thread Code | Sheet | CMax. | DMin. | HNom. | ||
|---|---|---|---|---|---|---|---|
| Minimum Thickness | Hole Size | Minimum Distance Hole Center to Edge | |||||
| 0-80 (1) | 080 | .012 | .095-.097 | .090 | .094 | .125 | .125 |
| 2-56 (1) | 256 | .012 | .125-.127 | .120 | .124 | .200 | .156 |
| 4256 | .037 | .166-.169 | .126 | .165 | .194 | ||
| 4-40 (1) | 440 | .037 | .166-.169 | .126 | .165 | .220 | .194 |
Length
| Thread Code | Length Code / Length | ||||||
|---|---|---|---|---|---|---|---|
| .094 | .125 | .187 | .250 | .275 | .312 | .375 | |
| 080 | .091-.096 (1) | .122 -.127 (1) | .184-.189 (1) | .247-.252 (2) | .272-.277 (2) | .309-.314 (2) | .372-.377 (3) |
| 256 | .091-.096 (1) | .122 -.127 (1) | .184-.189 (1) | .247-.252 (1) | .272-.277 (2) | .309-.314 (2) | .372-.377 (2) |
| 4256 | .089 -.096 (1) | .120 -.127 (1) | .182-.189 (1) | .245-.252 (1) | .270-.277 (2) | .307-.314 (2) | .370-.377 (2) |
| 440 | .089 -.096 (1) | .120 -.127 (1) | .182-.189 (1) | .245-.252 (1) | .270-.277 (1) | .307-.314 (2) | .370-.377 (2) |
| Thread Code | Length Code / Length | |||||
|---|---|---|---|---|---|---|
| .437 | .500 | .562 | .625 | .687 | .750 | |
| 256 | .434-.439 (3) | .497-.502 (3) | .559-.564 (3) | .622-.627 (3) | – | – |
| 4256 | .432-.439 (3) | .495-.502 (3) | .557-.564 (3) | .620-.627 (3) | .682-.689 (3) | .745-.752 (3) |
| 440 | .432-.439 (2) | .495-.502 (3) | .557-.564 (3) | .620-.627 (3) | .682-.689 (3) | .745-.752 (3) |
Material & Finish
| Material Code | Material Description | Finish Code | Finish Description | For Use in Sheet Hardness | ||
|---|---|---|---|---|---|---|
| HRB 70Max. | HRB 80Max. | HRB 88Max. | ||||
| ST (1) | Heat Treated1215 Carbon Steel | Z | Zinc (SC1) with Type III Clear Chromate per ASTM B633 | • | ||
| SS | 300-Series Stainless Steel | P | Passivated and/orTested per ASTM A967 | • | ||
| S4 (2) | Heat Treated 400-SeriesStainless Steel | P | Passivated and/orTested per ASTM A967 | • | ||
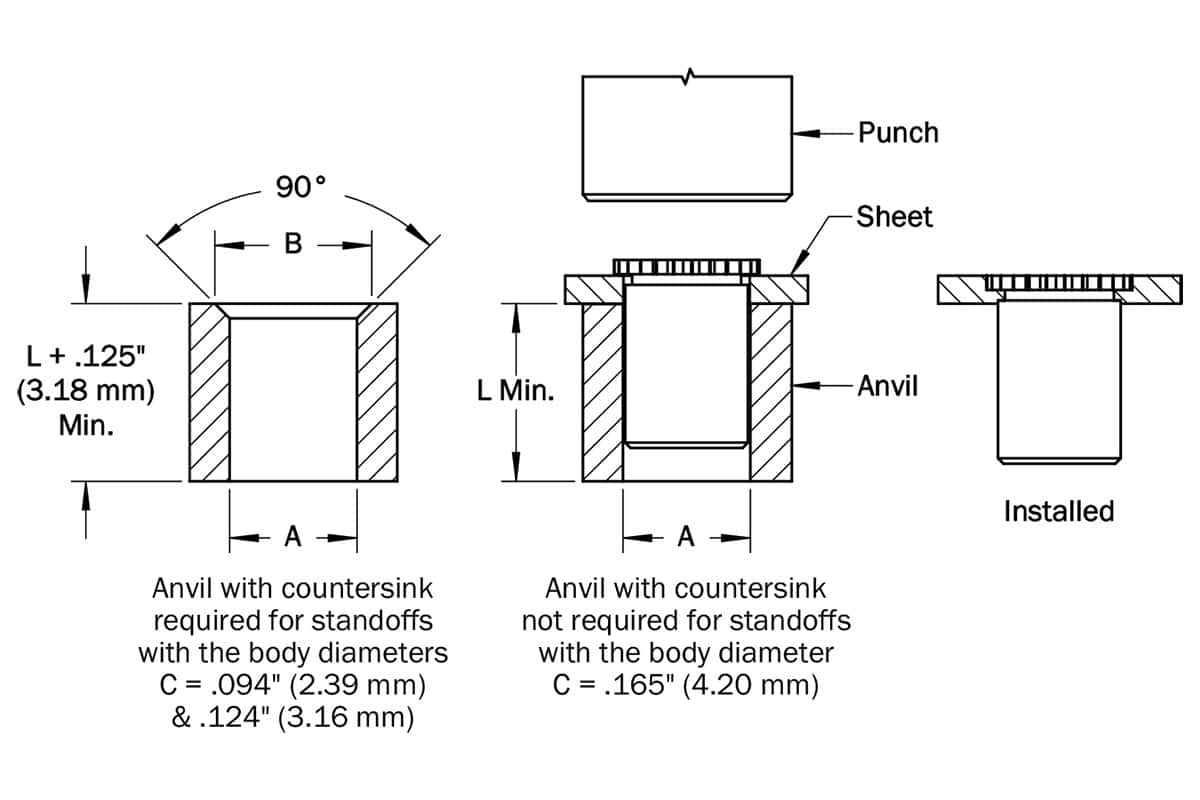
Installation
- Prepare correct sized mounting hole in sheet. Do not deburr edges.
- Insert standoff through hole in punch side of the sheet and into the anvil as shown.
- Squeeze the sheet and standoff head between parallel anvil and punch surfaces. Use only enough pressure to seat the standoff head flush with the sheet.
- Anvil with countersink is required for standoff with maximum body diameters.
- For installation in stainless steel, the sheet should be annealed and avoid standoff installation next to bends or other highly cold-worked areas. The hole punch diameter should be no greater than .001” (0.025mm) over the minimum recommend- ed mounting hole diameter and kept sharp to minimize work hardening around the hole.
Anvil and Punch Dimensions
| Standoff C Max.Dimension | A | B | Anvil Part Number | Punch Part Number |
|---|---|---|---|---|
| .094 | .112-.114 | .097-.099 | TL1268 | TL1287 |
| .124 | .142-.144 | .127-.129 | TL1269 | TL1287 |
| .165 | – | .169-.172 | TL1087 | TL1287 |
Performance
| Thread Code | Stand. Matl. Code | Test Sheet Thick- ness | Test Sheet Material | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 5052-H34 Aluminum | Cold-rolled Steel | 300-Series Stainless Steel | ||||||||||||
| Installation (lbs) | Push-out (lbs) | Torque- out(in-lbs) (2) | Pull- thru (lbs) (2) | Installation (lbs) | Push-out (lbs) | Torque- out(in-lbs) (2) | Pull- thru (lbs) (2) | Installation (lbs) | Push-out (lbs) | Torque- out(in-lbs) (2) | Pull- thru (lbs) (2) | |||
| 080 | SS | .013 | – | – | – | – | 900 | 20 | 1.2 | 40 | (3) | (3) | (3) | (3) |
| .017 | 600 | 20 | 1.2 | 40 | 1000 | 35 | 1.6 | 74 | (3) | (3) | (3) | (3) | ||
| S4 | .013 | – | – | – | – | – | – | – | – | 2500 | 33 | 1.3 | 78 | |
| .017 | – | – | – | – | – | – | – | – | 2500 | 45 | 2.2 | 78 | ||
| 256 | SS | .013 | – | – | – | – | 1000 | 25 | 2.0 | 45 | (3) | (3) | (3) | (3) |
| .017 | 700 | 25 | 2.0 | 45 | 1100 | 40 | 2.5 | 85 | (3) | (3) | (3) | (3) | ||
| S4 | .013 | – | – | – | – | – | – | – | – | 2500 | 33 | 2.2 | 110 | |
| .017 | – | – | – | – | – | – | – | – | 2500 | 45 | 2.6 | 110 | ||
| 4256440 | ST | .040 | 700 | 50 | 10 | 320 | 1100 | 75 | 10 | 357 | (3) | (3) | (3) | (3) |
| SS | .040 | 700 | 50 | 10 | 320 | 1100 | 75 | 10 | 357 | (3) | (3) | (3) | (3) | |