
General
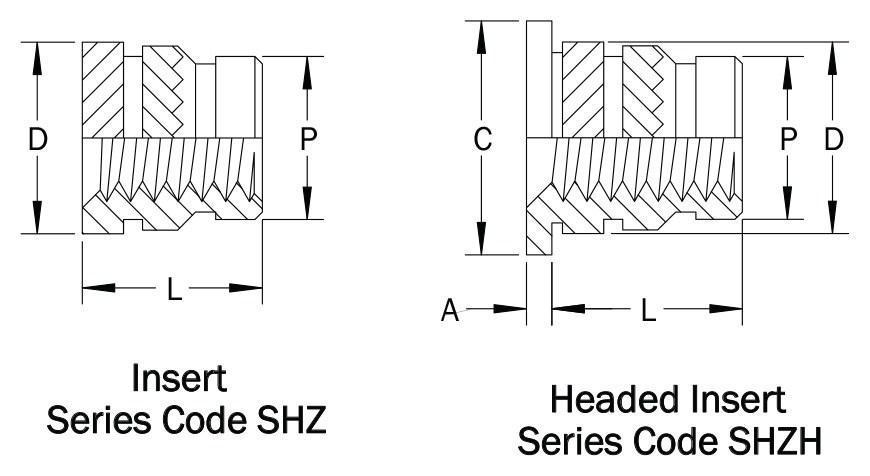
| Insert Thread | Insert Thread Code | Boss | A Head Thickness | C Head Diameter | D Insert Diameter | P Pilot Diameter | |
| B Hole Dia. +0.10 -0.00 | W Wall Thickness Min. | ||||||
| M2 x 0.4 | M2 | 3.20 | 1.30 | 0.53 | 4.80 | 3.60 | 3.10 |
| M2.5 x 0.45 | M2.5 | 4.00 | 1.60 | 0.61 | 5.50 | 4.60 | 3.90 |
| M3 x 0.5 | M3 | 4.00 | 1.60 | 0.61 | 5.50 | 4.60 | 3.90 |
| M3.5 x 0.6 | M3.5 | 4.80 | 1.80 | 0.76 | 6.40 | 5.40 | 4.70 |
| M4 x 0.7 | M4 | 5.60 | 2.10 | 0.91 | 7.10 | 6.30 | 5.50 |
| M5 x 0.8 | M5 | 6.40 | 2.60 | 1.09 | 7.90 | 7.10 | 6.30 |
| M6 x 1.0 | M6 | 8.00 | 3.30 | 1.35 | 9.50 | 8.70 | 7.90 |
| M8 x 1.25 | M8 | 9.60 | 4.50 | 1.35 | 11.10 | 10.20 | 9.50 |
| M10 x 1.5 | M10 | 11.90 | 6.00 | 1.60 | 14.00 | 12.60 | 11.80 |
| M12 x 1.75 | M12 | 16.00 | 8.00 | 2.00 | 19.00 | 16.70 | 15.80 |
Insert Length
| Insert Thread | L Insert Length | Insert Length Code |
|---|---|---|
| M2 x 0.4 | 2.50 | 2.50 |
| 3.18 | 3.18 | |
| 4.002 | 4.00 | |
| M2.5 x 0.45 | 3.56 | 3.56 |
| 5.742 | 5.74 | |
| M3 x 0.5 | 4.00 | 4.00 |
| 4.32 | 4.32 | |
| 5.00 | 5.00 | |
| 5.21 | 5.21 | |
| 5.742 | 5.74 | |
| M3.5 x 0.6 | 3.80 | 3.80 |
| 5.00 | 5.00 | |
| 7.142 | 7.14 | |
| M4 x 0.7 | 4.00 | 4.00 |
| 4.70 | 4.70 | |
| 5.51 | 5.51 | |
| 5.74 | 5.74 | |
| 6.35 | 6.35 | |
| 8.152 | 8.15 | |
| M5 x 0.8 | 5.80 | 5.80 |
| 6.35 | 6.35 | |
| 9.502 | 9.50 | |
| M6 x 1.0 | 6.35 | 6.35 |
| 6.80 | 6.80 | |
| 7.90 | 7.90 | |
| 12.702 | 12.70 | |
| M8 x 1.25 | 12.702 | 12.70 |
| M10 x 1.5 | 12.702 | 12.70 |
| M12 x 1.75 | 15.902 | 15.90 |