
General
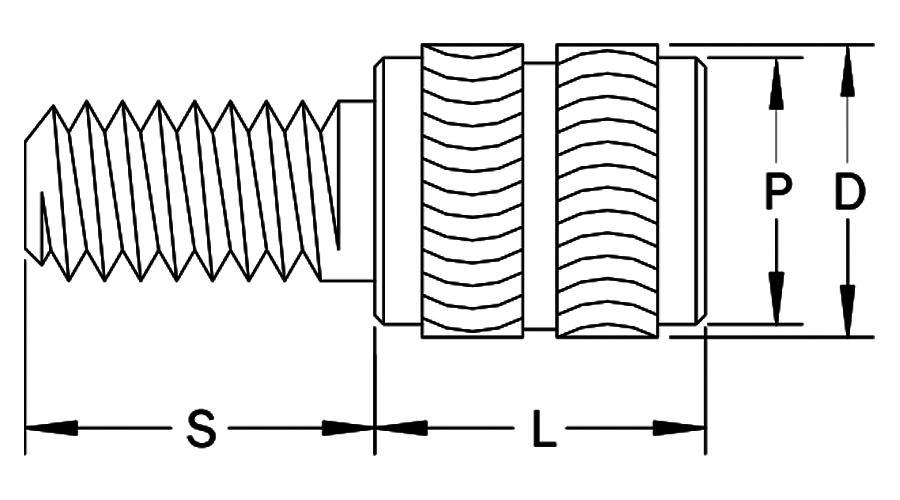
| Insert Thread | Insert Thread Code | L Insert Length | Insert Length Code | Boss | A Head Thickness | C Head Diameter | D Insert Diameter | P Pilot Diameter | |
|---|---|---|---|---|---|---|---|---|---|
| B Hole Dia. +.004 -.000 | W Minimum Wall Thickness | ||||||||
| 2-56 | 256 | .155 | 155 | .126 | .055 | .020 | .187 | .137 | .123 |
| 4-40 | 440 | .228 | 228 | .157 | .071 | .023 | .217 | .174 | .154 |
| 6-32 | 632 | .281 | 281 | .189 | .083 | .029 | .250 | .206 | .185 |
| 8-32 | 832 | .320 | 320 | .220 | .094 | .035 | .280 | .239 | .218 |
| 10-24 | 1024 | .374 | 374 | .252 | .110 | .042 | .312 | .270 | .249 |
| 10-32 | 1032 | .374 | 374 | .252 | .110 | .042 | .312 | .270 | .249 |
| 1/4-20 | 2520 | .500 | 500 | .315 | .142 | .052 | .375 | .333 | .312 |
| 1/4-28 | 2528 | .500 | 500 | .315 | .142 | .052 | .375 | .333 | .312 |
| 5/16-18 | 3118 | .500 | 500 | .378 | .197 | .052 | .437 | .393 | .375 |
| 5/16-24 | 3124 | .500 | 500 | .378 | .197 | .052 | .437 | .393 | .375 |
Stud Length
| Stud Thread | Stud Thread Code | D Insert Diameter | S - Stud Length | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| .187 | .250 | .312 | .375 | .437 | .500 | .625 | .750 | .875 | 1.000 | |||
| Stud Length Code | ||||||||||||
| 2-56 | 256 | .137 | 187 | 250 | 312 | - | - | - | - | - | - | - |
| 4-40 | 440 | .174 | 187 | 250 | 312 | 375 | 437 | - | - | - | - | - |
| 6-32 | 632 | .206 | 187 | 250 | 312 | 375 | 437 | 500 | - | - | - | - |
| 8-32 | 832 | .239 | 187 | 250 | 312 | 375 | 437 | 500 | 625 | - | - | - |
| 10-24 | 1024 | .270 | 187 | 250 | 312 | 375 | 437 | 500 | 625 | 750 | - | - |
| 10-32 | 1032 | .270 | 187 | 250 | 312 | 375 | 437 | 500 | 625 | 750 | - | - |
| 1/4-20 | 2520 | .333 | - | 250 | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 1/4-28 | 2528 | .333 | - | 250 | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 5/16-18 | 3118 | .393 | - | - | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |
| 5/16-24 | 3124 | .393 | - | - | 312 | 375 | 437 | 500 | 625 | 750 | 875 | 1000 |